日産スプリング-技術紹介TECHNOLOGY INTRODUCTION
圧縮コイルばね用語集~ばねの用語がひと目でわかる!~
用語(単位) |
記号 |
記号の意味 |
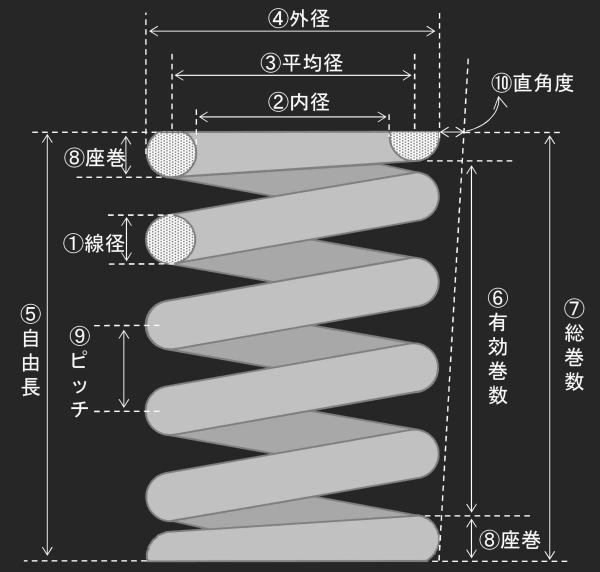
| ①線径(㎜) | d | 材料の直径 |
| ②内径(㎜) | Di | コイル径の内径 |
| ③平均径(㎜) | D | コイルの平均径 [平均径=(内径+外径)÷2] |
| ④外径(㎜) | De | コイル径の外径 |
| ⑤自由長(㎜) | L0 | 無荷重時におけるばねの長さ |
| ⑥有効巻数 | n | ばねとして機能する巻数 [有効巻数=総巻数-座巻] |
| ⑦総巻数 | nt | ばねの端末から反対の端末までの巻数 |
| ⑧座巻 | --- | ばねとして機能しない巻数 [座巻=総巻数-有効巻数] |
| ⑨ピッチ(㎜) | P | ばねのピッチ [ピッチ=線径+線間すきま] |
| ⑩直角度(㎜) | e1 | ばねのコイル外側面の傾き [tanθ×自由長] |
用語(単位) |
記号 |
記号の意味 |
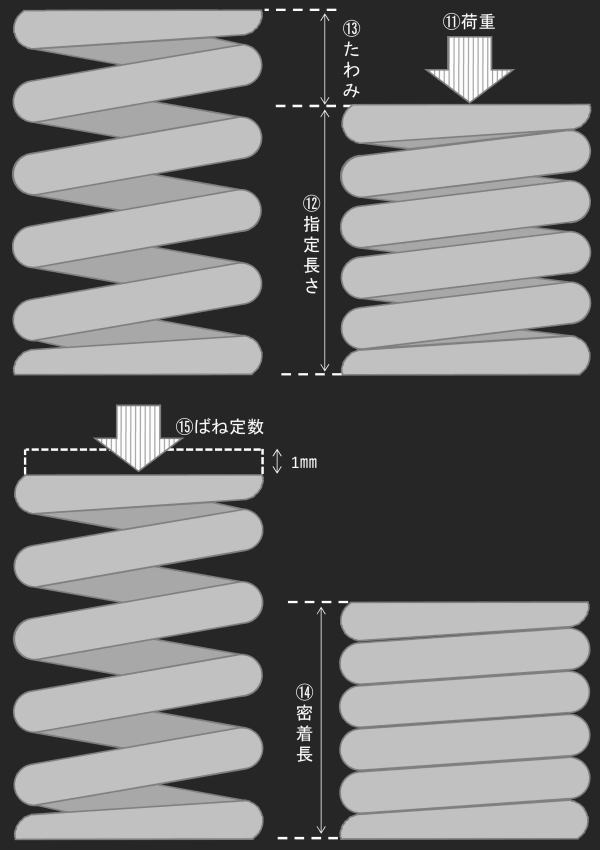
| ⑪荷重(N) | F | ばね力又はばねに作用する力 [荷重=ばね定数×たわみ] |
| ⑫指定長さ(㎜) | L | 指定ばね力における指定ばね長さ |
| ⑬たわみ(㎜) | s | ばねのたわみ [たわみ=自由長-指定長さ] |
| ⑭密着長(㎜) | Lc | ばねを完全に密着させた時の長さ |
| ⑮ばね定数(N/㎜) | R | 1㎜たわませるのに必要な力 ※定数は「ていすう」ではなく 「じょうすう」と読む |
用語(単位) |
記号 |
記号の意味 |
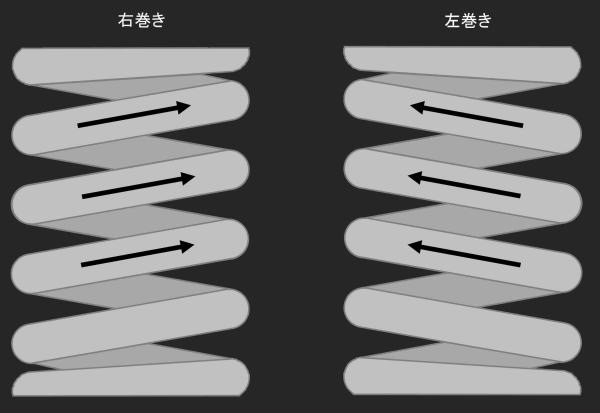
| 巻方向 | --- | ばねの巻かれた向き、方向 (右巻き、左巻き) |
| ばね指数 | c | 平均径に対する線径の比率 [ばね指数=平均径÷線径] |
| 単重(kg) | w | ばね1つの重さ |
| 展開長(㎜) | ℓ | ばねに必要な材料の長さ |
| 横弾性係数 | G | せん断応力とせん断歪みの関係 を示した係数 |
| 縦弾性係数 | E | 弾性限に至るまでの応力と歪みの関係 を示した係数 |
| 許容ねじり応力 | τmax | ばねの各部に生じる応力が安全に 使用できると考えられる応力の最大値 |
バネ
日産スプリング株式会社
〒278-0013
千葉県野田市上三ヶ尾261-11
営業・製造・技術・品質管理
TEL 04-7124-4541
FAX 04-7122-0336
総務・経理
TEL 04-7123-1911
FAX 04-7123-1915